Bộ điều khiển máy cắt CNC E21 là gì?
Bộ điều khiển máy cắt CNC E21 được trang bị thiết bị điều khiển số chuyên dụng cho Máy cắt CNC áp dụng cho nhiều người dùng khác nhau. Trên cơ sở đảm bảo độ chính xác của công việc, chi phí của máy cắt điều khiển số giảm đáng kể.Các tính năng của sản phẩm này được liệt kê dưới đây:
• Kiểm soát định vị của máy đo phía sau.
• Điều khiển định vị thông minh.
• Định vị một bên và hai chiều giúp loại bỏ khe hở trục chính một cách hiệu quả.
• Rút lại chức năng.
• Tự động tìm kiếm tài liệu tham khảo.
• Sao lưu và khôi phục tham số một phím.
• Lập chỉ mục vị trí nhanh.
• Không gian lưu trữ 40 chương trình, mỗi chương trình có 25 bước.
• Bảo vệ tắt nguồn.
Bảng điều khiển E21
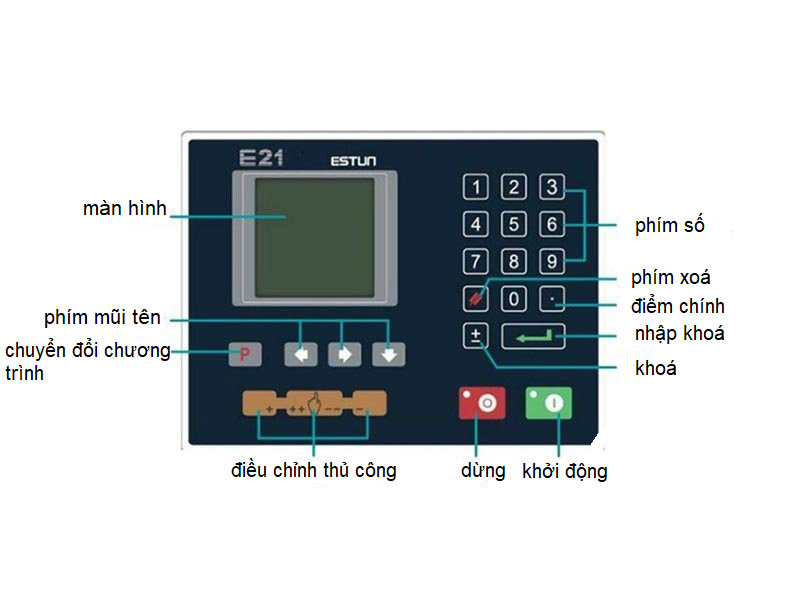
Trình hiển thị
Thiết bị điều khiển số E21 sử dụng màn hình LCD ma trận điểm 160*160.
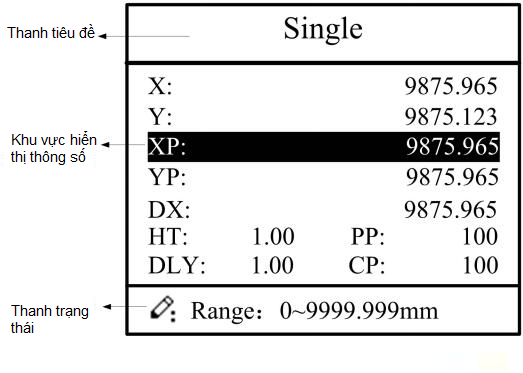
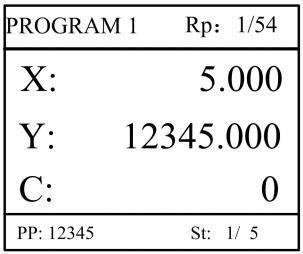
• Thanh tiêu đề: hiển thị thông tin liên quan của trang hiện tại, chẳng hạn như tên của nó, v.v.
• Vùng hiển thị thông số: hiển thị tên thông số, giá trị thông số và thông tin hệ thống.
• Thanh trạng thái: khu vực hiển thị thông tin nhập liệu và thông báo nhắc, v.v.
Các phiên bản rút gọn trên trang này được trình bày trong trên.
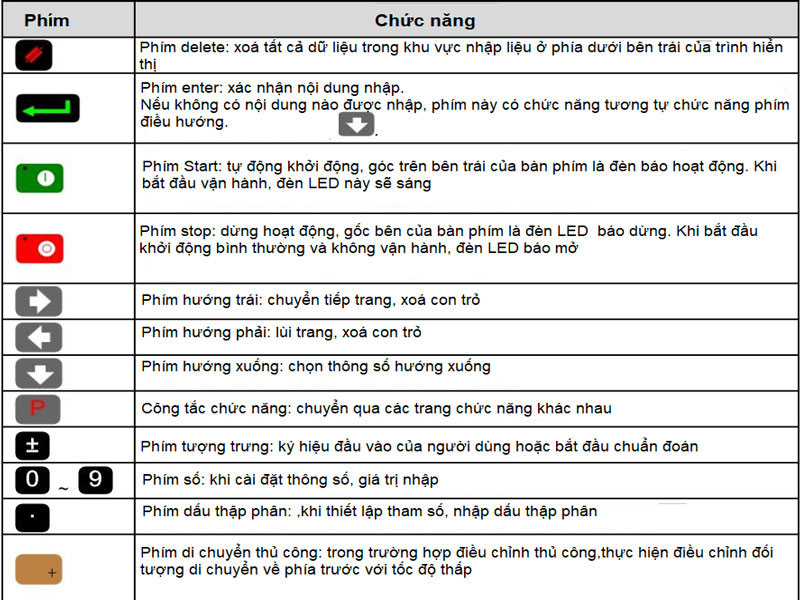
Ý nghĩa các ký tự rút gọn được trình bày ở bảng sau đây:
• Vùng hiển thị thông số: hiển thị tên thông số, giá trị thông số và thông tin hệ thống.
• Thanh trạng thái: khu vực hiển thị thông tin nhập liệu và thông báo nhắc, v.v.
Các phiên bản rút gọn trên trang này được trình bày trong trên.
Ý nghĩa các ký tự rút gọn được trình bày ở bảng sau đây:
.png)
Hướng dẫn vận hành bộ điều khiển cắt CNC E21
Quy trình vận hành cơ bản
Quá trình chuyển đổi cơ bản và quy trình vận hành của thiết bị được thể hiện trong sơ đồ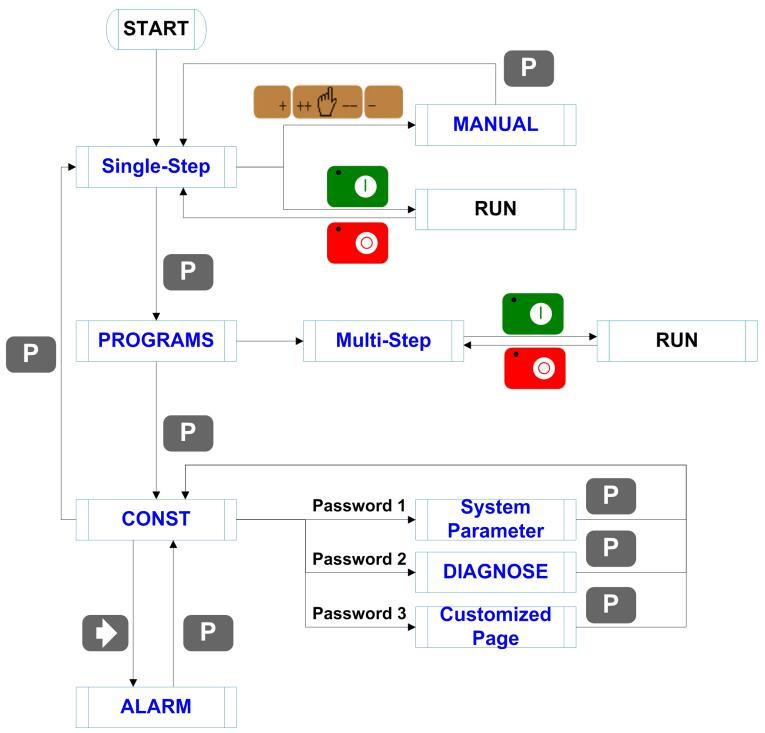
Lập trình hệ điều khiển cắt CNC E21
Thiết bị có hai phương pháp lập trình, đó là lập trình một bước và lập trình nhiều bước. Người dùng có thể thiết lập chương trình theo nhu cầu thực tế.
Lập trình theo chỉ 1 bước:
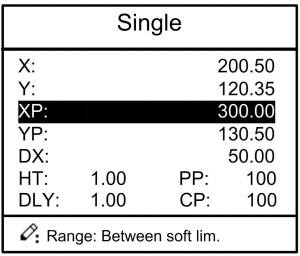
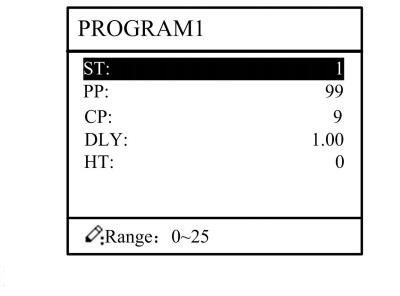
Lập trình một bước thường được sử dụng để xử lý một bước để hoàn thành xử lý chi tiết gia công. Khi bật nguồn bộ điều khiển, nó sẽ tự động vào trang chương trình một bước.
Bước 1: Sau khi khởi động, thiết bị sẽ tự động vào trang thiết lập của chương trình một bước, như thể hiện trong hình
Lập trình nhiều bước
Chương trình nhiều bước được sử dụng để xử lý một phần công việc của các bước xử lý khác nhau, thực hiện liên tục nhiều bước và nâng cao hiệu quả xử lý.
Bước 1 Bật nguồn, thiết bị sẽ tự động hiển thị trang thông số một bước.
Bước 2 Nhấn “P”, chuyển sang trang quản lý chương trình, như trong Hình
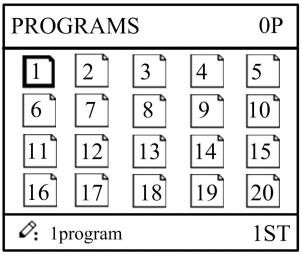
Bước 3 Nhấn nút “mũi tên trái hoặc xuống trái”, chọn số sê-ri chương trình hoặc nhập trực tiếp số chương trình, chẳng hạn như nhập “1”.

Bước 4 Nhấn “nút mũi tên trái”, vào trang cài đặt chương trình nhiều bước.

Bước 5 Nhấn nút “mũi tên xuống”, chọn tham số lập trình nhiều bước cần thiết lập, nhập giá trị thiết lập.

Nhấn nút “mũi tên trái” và thiết lập có hiệu lực.

Bước 6 Khi hoàn tất thiết lập, nhấn , vào trang cài đặt tham số bước, như thể hiện trong Hình 2-6.
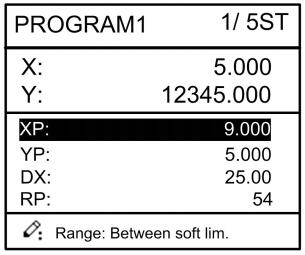
Bước 7 Nhấn nút “mũi tên xuống”, chọn thông số bước cần thiết lập, nhập giá trị chương trình, nhấn nút “mũi tên trái” và quá trình thiết lập có hiệu lực.
Bước 8 Nhấn nút “mũi tên trái hoặc phải” chuyển qua lại giữa các bước. Nếu bước hiện tại là bước đầu tiên, hãy nhấn nút “mũi tên trái” để vào trang cuối cùng của cài đặt tham số bước; nếu bước hiện tại là bước cuối cùng, hãy nhấn nút “mũi tên phải” để vào trang đầu tiên của cài đặt tham số bước.
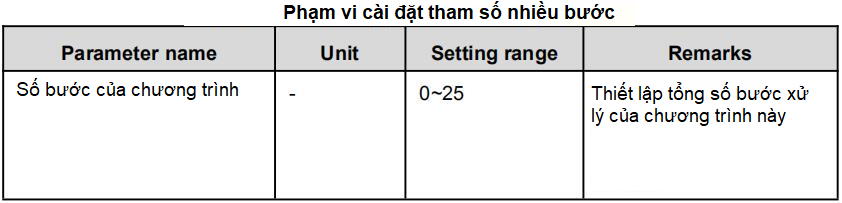
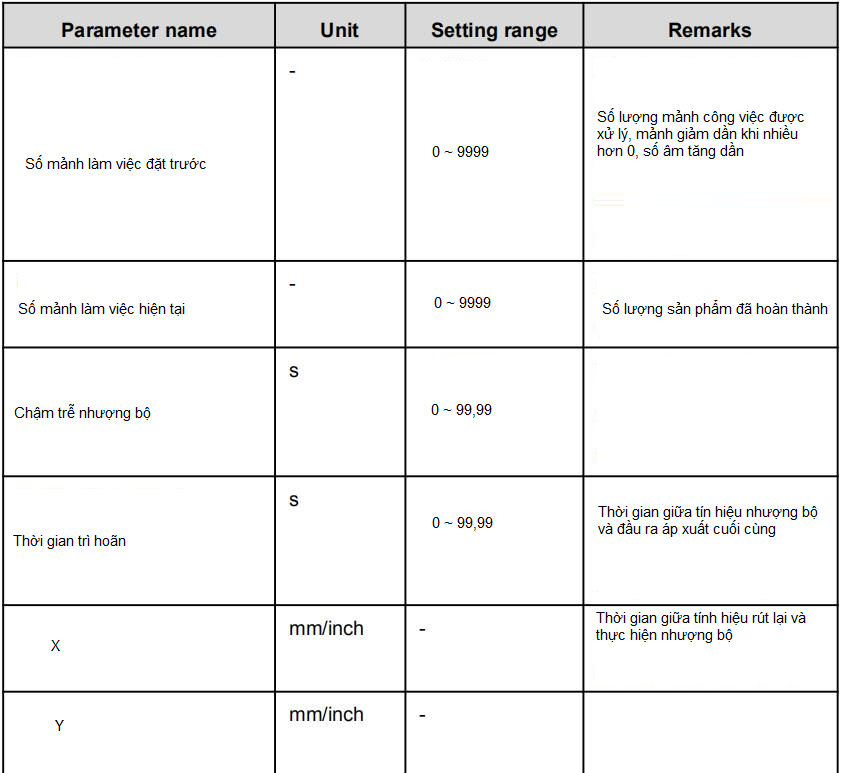
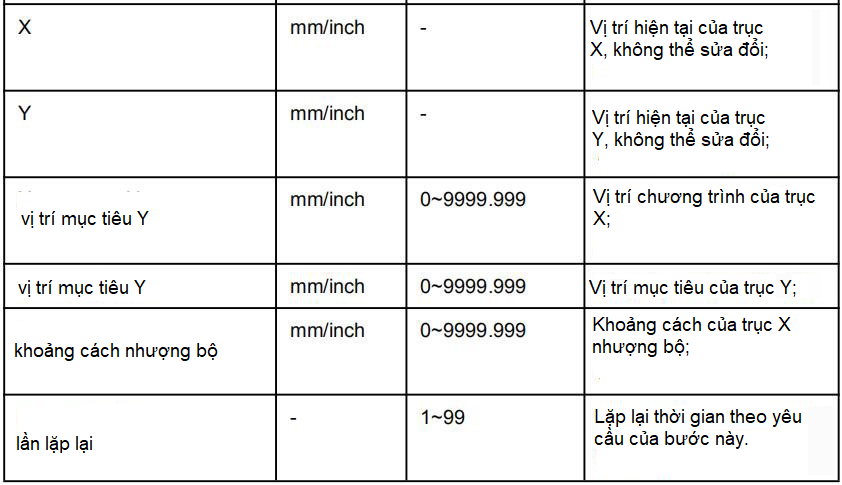
Phạm vi cài đặt thông số nhiều bước được trình bày.
Bước 8 Nhấn nút “mũi tên trái hoặc phải” chuyển qua lại giữa các bước. Nếu bước hiện tại là bước đầu tiên, hãy nhấn nút “mũi tên trái” để vào trang cuối cùng của cài đặt tham số bước; nếu bước hiện tại là bước cuối cùng, hãy nhấn nút “mũi tên phải” để vào trang đầu tiên của cài đặt tham số bước.
Phạm vi cài đặt thông số nhiều bước được trình bày.
Bước 9 Nhấn nút bên dưới, hệ thống sẽ hoạt động theo chương trình
Ví dụ hoạt động
[Bối cảnh] Một sản phẩm yêu cầu xử lý 50 như hình bên dưới;
• Uốn cong đầu tiên: 50mm;
• Lần uốn thứ hai: 100mm;
• Uốn cong thứ ba: hướng khác 300mm;
[Phân tích] Theo chi tiết gia công và điều kiện công nghệ của máy công cụ:
• Lần uốn đầu tiên: Vị trí trục X là 50,0mm; Vị trí trục Y là 85,00mm, nhượng bộ 50mm;
• Lần uốn thứ hai: vị trí trục X là 100.0mm; Vị trí trục Y là 85,00mm, nhượng bộ 50mm;
• Lần uốn thứ ba: Vị trí trục X là 300.0mm; Vị trí trục Y là 85,00mm, nhượng bộ 50mm;
Chỉnh sửa chương trình gia công chi tiết gia công này trên chương trình số 2.
Quy trình vận hành được thể hiện trong Bảng
[Bối cảnh] Một sản phẩm yêu cầu xử lý 50 như hình bên dưới;
• Uốn cong đầu tiên: 50mm;
• Lần uốn thứ hai: 100mm;
• Uốn cong thứ ba: hướng khác 300mm;
[Phân tích] Theo chi tiết gia công và điều kiện công nghệ của máy công cụ:
• Lần uốn đầu tiên: Vị trí trục X là 50,0mm; Vị trí trục Y là 85,00mm, nhượng bộ 50mm;
• Lần uốn thứ hai: vị trí trục X là 100.0mm; Vị trí trục Y là 85,00mm, nhượng bộ 50mm;
• Lần uốn thứ ba: Vị trí trục X là 300.0mm; Vị trí trục Y là 85,00mm, nhượng bộ 50mm;
Chỉnh sửa chương trình gia công chi tiết gia công này trên chương trình số 2.
Quy trình vận hành được thể hiện trong Bảng
• Khi hoàn thành lập trình nhiều bước, hãy quay lại bước bắt đầu trước khi khởi chạy hệ thống; nếu không, chương trình sẽ bắt đầu xử lý vị trí ở bước hiện tại.
• Nhấn phím định hướng trái và phải để chuyển trang và duyệt qua tất cả các tham số bước.
• Chương trình có thể được gọi và sửa đổi một lần nữa.
• Khi hoàn thành xử lý tất cả các phần công việc (50 trong ví dụ), hệ thống sẽ tự động dừng. Khởi động lại trực tiếp sẽ bắt đầu một vòng xử lý 50 chi tiết công việc khác.
Cài đặt tham số
Người dùng có thể thiết lập tất cả các tham số cần thiết cho hoạt động bình thường của hệ thống, bao gồm tham số hệ thống, tham số trục X và tham số trục Y.Bước 1 Trên trang quản lý chương trình, nhấn “P” để vào trang hằng số lập trình. Trên trang này, hằng số lập trình có thể được thiết lập. Bộ điều khiển Estun E21
Bước 2 Nhập mật khẩu “1212”, nhấn nút “mũi tên trái” để vào Trang dạy. Tham số tăng dần, phạm vi thiết lập tham số được hiển thị : Bạn có thể đo trực tiếp vị trí của thanh trượt và thước đo phía sau. Nếu việc đo khó khăn, bạn có thể lập trình và vận hành bất kỳ một quy trình nào, sau đó đo phôi đã hoàn thành.
Bước 3 Nhấn phím “P”, quay lại trang hằng số lập trình. Điều chỉnh thủ công Ở chế độ một bước, chuyển động của trục có thể được điều khiển bằng cách nhấn phím thủ công. Phương pháp này giúp người sử dụng điều chỉnh máy công cụ và chi tiết gia công. Bước 1 Trên trang thiết lập tham số một bước, nhấn “+” hoặc “-” để vào trang hướng dẫn
2 Theo yêu cầu thực tế của bạn, hãy làm theo bảng trên để điều chỉnh vị trí của trục. – Nếu chế độ truyền động của trục tương ứng là động cơ thông thường:
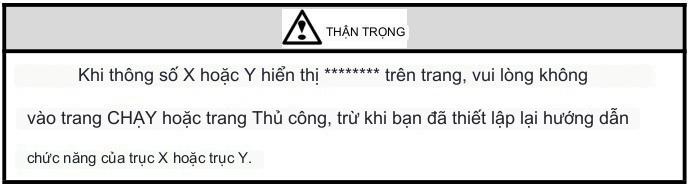
<Lưu ý>: Khi hệ thống ở trạng thái chạy, hoạt động điều chỉnh thủ công chỉ có hiệu lực đối với trục X. – Nếu chế độ truyền động của trục tương ứng là tần số: Bước 3 Nhấn “P” để quay lại trang cài đặt thông số bước đơn. Chương 3 Báo động Thiết bị điều khiển có thể tự động phát hiện sự bất thường bên trong hoặc bên ngoài và gửi lời nhắc cảnh báo. Tin nhắn cảnh báo có sẵn trong danh sách cảnh báo. Bước 1 Trên trang quản lý lập trình, nhấn “P” để vào trang hằng số lập trình. Bước 2 Trên trang hằng số lập trình, nhấn nút “mũi tên phải” để vào trang “Lịch sử cảnh báo” để xem tất cả lịch sử cảnh báo, có thể xem 6 cảnh báo, số cảnh báo và nguyên nhân mới nhất trên trang này.